Soukání
Účelem soukání je převinout nit z nevhodného tvaru na cívky vhodné tvarem, velikostí a tvrdostí návinu pro další zpracování. Přitom se nit čistí od prachu a jiných nečistot, odstraňují se z ní tenká a tlustá místa a konce se navazují vhodnými uzly nebo se spojí bezuzlově.
- Princip soukání
Princip soukání
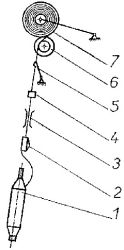
1 — předloha, 2 — rušič balónu, 3 — niťová brzda, 4 — čistič, 5 — dotykač niťové zarážky, 6 — rozváděcí zařízení, 7 — soukaná cívkaPři soukání se vede nit z předlohy 1, rušičem balónu 2, brzdičkou 3, čističem 4, niťovou zarážkou 5 a pomocí rozváděcího zařízení 6 se nit rozvádí a navíjí se na cívku 7. Při soukání se nit navíjí na válcovou nebo kuželovou podkladovou dutinku. Dutinka může být z kovu, plastu, papíru a nebo ze dřeva. Pro barvení se používají dutinky drátěné nebo perforované.
Návin cívky
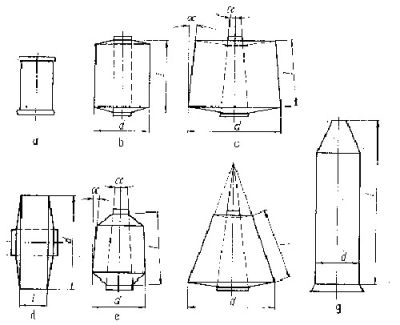
Druhy soukaných cívek
s rovnoběžným vinutím: a — kotoučová,
s křížovým vinutím:
b — válcová,
c — kuželová,
d — terčová,
e — bikónická,
f — variokónická,
g – raketová ;
d — průměr cívky,
l — délka cívky,
α— úhel sklonu kuželeKřížové vinutí se dělí:- podle ukládání nitě na cívku
- libovolné vinutí (s konstantním úhlem křížení ovinů),
- přesné vinutí (s konstantním počtem ovinů ve všech vrstvách vinutí)
- podle vzdálenosti ovinů
- otevřené vinutí (měkký návin, vhodné pro barvení),
- uzavřené vinutí (tvrdší návin, větší množství nasoukaného materiálu),
- podle tvrdosti návinu
- měkké,
- tvrdé
Návin cívky se tvoří tak, že se cívka otáčí a nit se rozvádí podél její osy střídavě od jednoho okraje ke druhému. Nit se na cívku navíjí ve tvaru šroubovice. Při pomalém rozvádění nitě podél cívky vznikne rovnoběžné vinutí. Cívky s rovnoběžným vinutím musí být opatřeny krajovými kotouči. Pro dnešní rychloběžné stroje jsou nevhodné, protože při odvíjení musí nit cívkou otáčet. Rychlým rozváděním nitě podél cívky vzniká křížové vinutí. Vzniklé těleso má dobrou soudržnost a cívka nemusí mít krajové kotouče.
- podle ukládání nitě na cívku
- Rozdělení soukacích strojů
-
Neautomatické soukací stroje — vázání uzlů, výměna předloh a nasoukaných cívek se provádí ručně.
Automatické soukací stroje - uvedené činnosti provádějí automaticky. Mají tedy kromě základních zařízení mechanismy pro samočinnou výměnu předloh, vazač uzlů nebo zařízením pro bezuzlové spojení nití, případně jsou vybaveny zařízením pro automatickou výměnu nasoukaných cívek včetně jejich ukládání do palet, zařízením k automatické přípravě potáčů a pod.
- Hlavní části soukacích strojů
- Rámový stojan nese ostatní části stroje. Na jedné z postranic je uložena hnací jednotka, která přes převodové ústrojí pohání stroj. Stroje mají stavebnicový systém, který umožňuje přizpůsobit počet soukacích jednotek požadavkům a podmínkám.
Zařízení pro uložení předlohových těles. Neautomatické soukací stroje mají trny, na které se předlohové cívky nasadí. U automatických soukacích strojů je předloha uložena v zásobníku.
Niťové brzdy slouží k vytvoření potřebného napětí nití pro navíjení na cívku. Současně se nitě v brzdách čistí od povrchových nečistot, odstraňují se slabá místa na niti, případně se rozvážou špatné uzly. Nejčastěji se používají brzdy mechanické a na nových strojích elektromagnetické, u kterých je změna přítlaku zajišťována elektromagnetem řízeným snímačem napětí nitě.
Čističe přetrhnou nebo přestřihnou soukanou nit v místě, kde se nachází vada na niti. Nejčastějšími vadami na niti jsou tenká a zesílená místa, nopky, cizí příměsi. Mechanické čističe jsou opatřeny štěrbinou o určitém rozměru a nepropustí silnější místa na niti. Elektronické čističe, kterými jsou vybaveny současné automatické soukací stroje, dovedou odstranit menší i větší tloušťku nitě než je požadovaná, sledují délku a četnost vad, rozpoznají cizí příměsi v přízi a pod. Elektronické čističe pracují na principu fotoelektrickém nebo kapacitním.
Rozváděcí ústrojí a pohon cívek. Při soukání se používají rotační nebo posuvné rozvaděče. Rotační rozvaděče (válečkové, kuželové) mají drážku ve tvaru šroubovice, kterou se při otáčení rozvaděče rozvádí soukaná nit. Posuvné rozvaděče konají posuvný vratný pohyb ve směru osy cívky.
K otáčení soukaných cívek se běžně používá obvodový pohon. Cívka leží na hnacím válečku nebo kuželu a otáčí se třením o jeho plášť. Výhodou tohoto způsobu je konstantní rychlost navíjení, nevýhodou je tření nitě o povrch hnacího ústrojí. Při soukání jemných materiálů se proto používají soukací stroje s přímým pohonem cívky, kdy dutinka je nasazena na otáčejícím se vřetenu. U tohoto způsobu pohonu se ale musí zajistit plynulé snižování otáček cívky, aby nedocházelo k nárůstu soukací rychlosti z důvodu zvětšujícího se průměru soukané cívky.
Průběh soukání sledují niťové a průměrové nebo délkové zarážky. Niťové zarážky zastaví soukání při přetrhu nitě. Jsou mechanické, elektrické nebo elektronické. U mechanických a elektrických zarážek způsobí zastavení soukání výkyv dotykového čidla. Elektronické zarážky jsou bezdotykové. Přetržením soukané nitě se například změní kapacita kondenzátoru, kterým nit prochází, a otáčení soukané cívky se přeruší. Průměrová zarážka zastaví soukání při nasoukání požadovaného průměru cívky.
Délková zarážka sleduje délku nasoukané nitě a při nasoukání nastavené délky soukání přeruší.
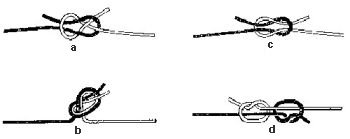
Druhy uzlů
a — tkalcovský
b — babský
c — soukenický
d— rybářskýMezi pomocná zařízení, kterými jsou soukací stroje vybaveny, patří odprašovací zařízení (ofukovací a odsávací), zařízení pro úpravu nití (parafinováním, avivováním), zásobníky, dopravníky a pod.
Vazače uzlů, splétače. Automatické soukací stroje jsou vybaveny vazači uzlů nebo zařízením pro bezuzlové spojení konců nití. Vazače jsou konstruovány pro vázání rybářských nebo tkalcovských uzlů. Při bezuzlovém spojení se konce nití nejprve vzduchem rozvolní, potom se přeloží přes sebe a spojí se proudem stlačeného vzduchu. Výhodou bezuzlového spojení je malý nárust průměru nitě v místě spojení. Automatické soukací stroje mají navazovací ústrojí u každé soukací jednotky a nebo společné pro více jednotek (ty jsou levnější, ale méně výkonné).
technologie tkaní
- Základní pojmy
- Princip výroby tkaniny
- Příprava materiálu ke tkaní
- Soukání
- Sdružování
- Skaní
- Snování
- Šlichtování
- Navádění, navazování, lamelování
- Soukání útku
- Paření útku
- Fáze tkaní
- Rozdělení strojů pro tkaní
- Hlavní části tkacích strojů a stavů
- Rám, hřídele, pohon
- Ústrojí k napínaní a povolování osnovy
- Osnovní svůrka, křížové činky
- Ústrojí k odtahování a navíjení tkaniny
- Prošlupní ústrojí
- Ústrojí zanášení útku
- Příraz útku
- Člunkové a útkové záměny
- Zarážky, kontrolní ústrojí
- Speciální tkací stroje
- Dokončovací práce
